Address:No. 5 Limeo Road, Lijia Town, Wujin District, Changzhou City, Jiangsu Province, China.
Tel:0086-519-89816680
E-mail:shunkai.chu@tenta-alu.com

Mr. Li
+86 18651956020
Mr. Chu
+86 15351994672The oxide film formed by the anodizing of titanium and titanium alloy is colorless and transparent, and its color is due to the interference of I1 and I2 two beams of light, and different oxide film thicknesses will show specific different colors.
The pollution resistance of titanium and titanium alloy anodic oxidation coloring color (that is, discolor after hand touch) is mainly due to the oil on the hand after hand touch on the surface of the workpiece, when the color interval is smaller the thickness of the oil layer adhering to its color changes more obvious (generally dark blue, blue, magenta, purple interval is smaller); At the same time, the higher the roughness of the surface, the thickness of the adhesive grease layer will also increase, so the rougher the surface, the color change is also obvious.
Titanium and titanium alloy anodizing coloring is caused by the interference of light color, so it can only produce light interference color, such as bright red, orange yellow can not be achieved.
Under normal circumstances, the surface of titanium will form an oxide layer, about 5nm thick, through anodic oxidation can form the thickest about 300nm oxide film, the higher the voltage during oxidation, the thicker the color film, the lower the oxidation voltage, the thinner the oxide film.
The anodizing of titanium and titanium alloy has basically no change in the size of bright parts. For sandblasting parts, due to the need to corrode and remove the elements brought by the surface sandblasting, the corrosion time is longer. In general, the removal size of the screw is about 0.01mm.
Titanium and titanium oxide coloring requires that the surface should not have scratches, pits, water stains during cleaning or vibration marks caused by ultrasonic vibration, oxide, surface or holes in the oil (including the oxidation transition layer, wire cutting surface, welding, raw material surface, etc.)
Vibrating tool grain |
Polishing paste |
Polish |
Sandblasting scratches |
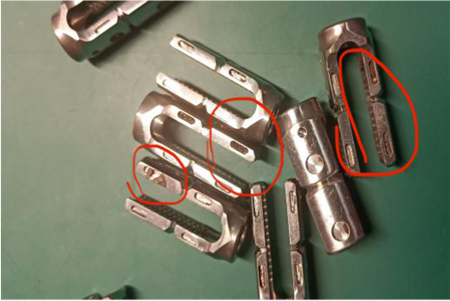
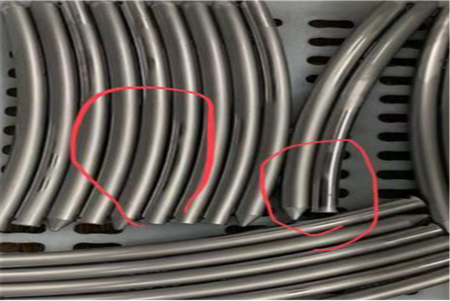
Coarse cast grain |
Sandblasted surface |
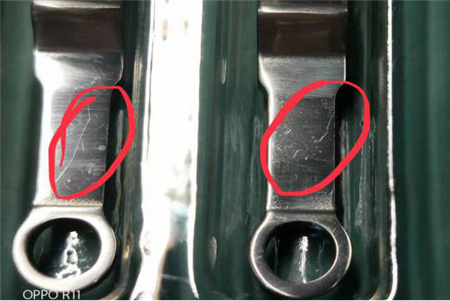
Scratches on bright parts |
Wire-cut printing |
Water stain |
Bright parts ultrasonic cleaning vibration marks |
Titanium and titanium alloy anodizing product surface if there are scratches, pits, water stains during cleaning or ultrasonic vibration vibration marks, oxide, surface or holes in the oil (including rough oxidation transition layer, wire cutting surface, welding, raw material surface, etc.), scratches, pits after oxidation scratches and pits are still visible can not be covered; Water stains on the surface of the product, if the slight corrosion of the water stains can be removed without affecting the coloring effect, if the water stains are more serious corrosion can not be removed the water stains will appear black or white phenomenon, if the surface has the vibration mark produced by ultrasonic cleaning, the vibration mark will be white after oxidation; If there is oxide skin on the surface of the product, the color is variegated after severe coloring, especially the TA3 product can not be colored when severe; If the skin is slightly oxidized, the product will produce different colors in the skin part, and the color in other parts is normal; If there is oil on the surface or in the hole, the oil on the surface can not be colored normally, if there is oil oxidation in the hole, the oil will emerge from the hole, cannot be colored normally, and local flowers appear.
After anodizing titanium and titanium alloy for energy spectrum detection, the oil on the surface of the product must be cleaned and then rinsed with purified water, and finally wiped and dried, and the surface shall not have water stains after drying, because the energy spectrum detection is a more precise detection of surface elements, any substance adhering to the surface of the workpiece may react in the elements detected by energy spectrum detection. This will produce a large error in the test results.
Titanium alloy, pure titanium will not affect the results of oxidation, generally speaking, titanium alloy product oxidation is easier to achieve and pure titanium products are more difficult to oxidize, the consistency of the product surface requirements are relatively high.
Titanium and titanium alloy black and gray anodizing product surface requirements state is the surface must not have deep scratches, pits, oil or wire cut marks, black and gray oxidation oxidation voltage is relatively high surface reaction is more intense, so some water stains, slight oil or slight oxidation skin has little impact on it.
Titanium and titanium alloy black-gray anodizing products can be reworked, but the oxide film can not be removed by corrosion after rework, because the black-gray anodizing oxidation voltmeter is higher, the reaction is more violent, so there is a relatively rough transition layer between the raw material and the outer oxide film, once the corrosion removes the outer oxide film will show a relatively rough transition layer. The surface roughness will be much worse than before oxidation, and even the roughness that does not meet the minimum requirements of the implant is below 0.8um.
No. 5 Limeo Road, Lijia Town, Wujin District, Changzhou City, Jiangsu Province, China.